On this day in 1966 David C. Trimble was granted the patent for METHOD OF MOLDING TEFLON. U.S. Patent No. 3,235,636.
It is an object of the present invention to develop a novel method for obtaining molded products from halogenated hydrocarbon polymers containing fluorine as the predominating halogen.
Another object is to develop a method for making products having thick sections of polytetrafluoroethylene.
A further object is to make polytetrafluoroethylene objects which can be non-uniform in thickness and which can be of any desired configuration.
An additional object is to devise an improved slurry technique for molding polytetrafluoroethylene and other halogenated hydrocarbon polymers containing fluorine as the predominating halogen.
Still further objects and the entire scope of applicability of the present invention will become apparent from the detailed description given hereinafter; it should be understood, however, that the detailed description and specific examples, while indicating preferred embodiments of the invention, are given by way of illustration only, since various changes and modifications within the spirit and scope of the invention will become apparent to those skilled in the art from this detailed description.
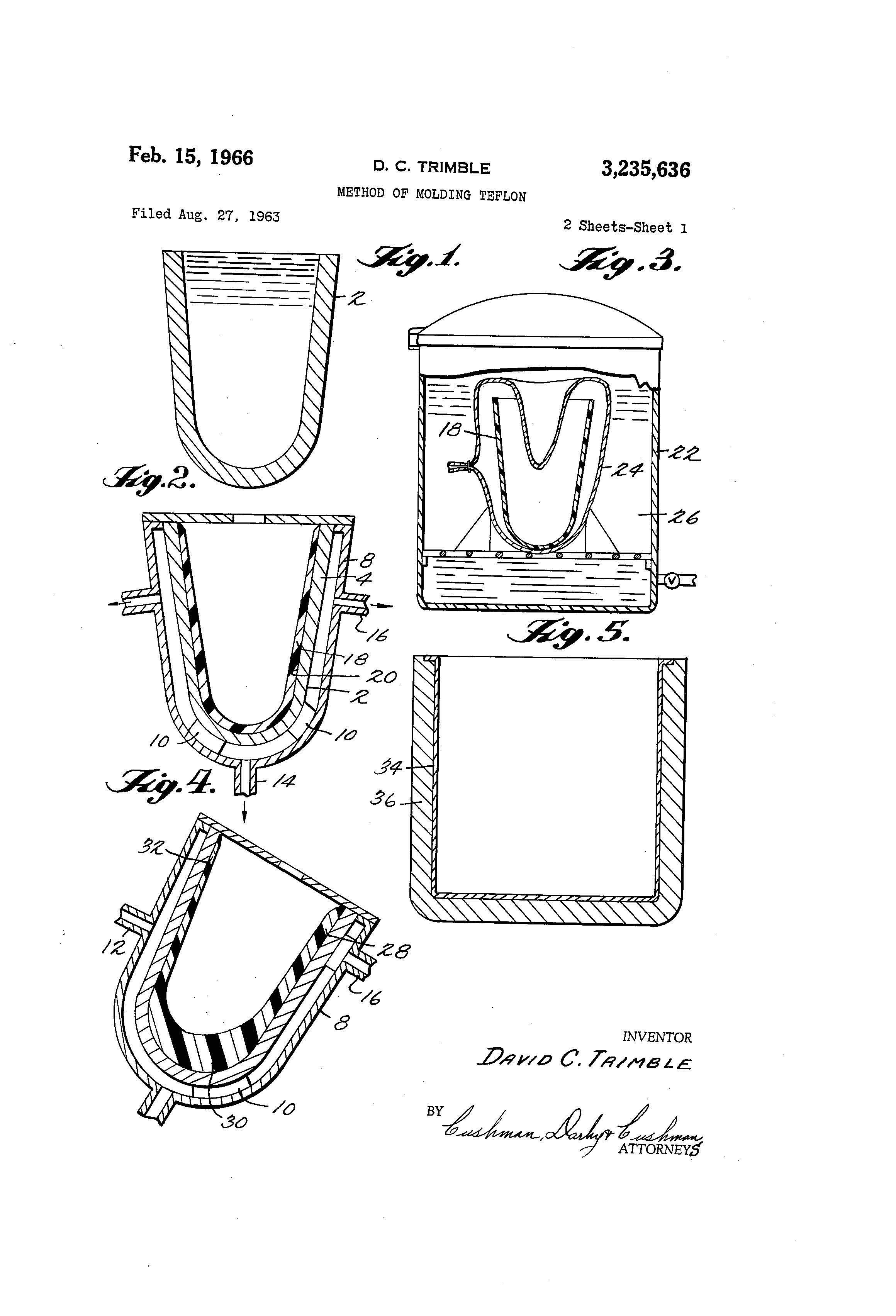
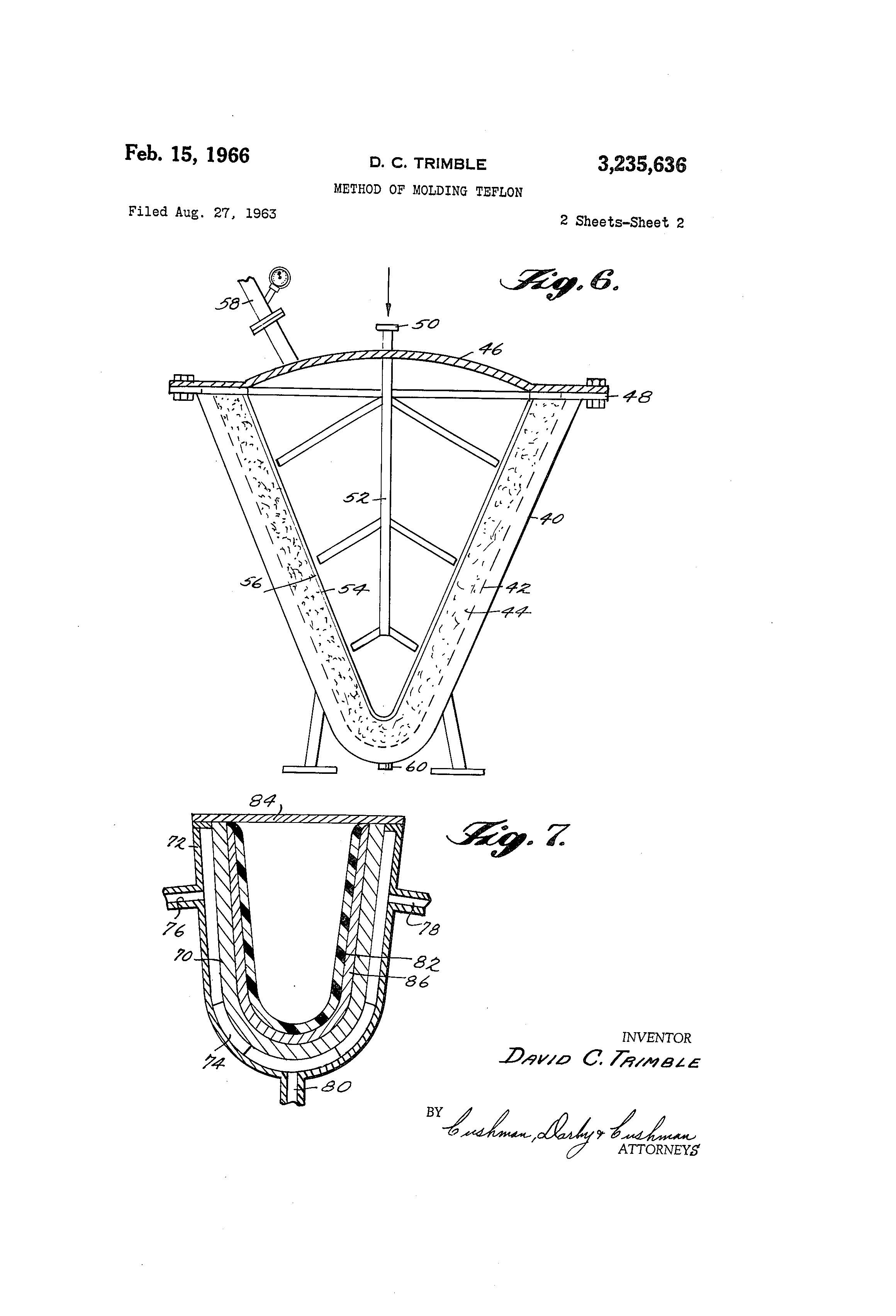
It has now been found that these objects can be attained by vacuum molding polytetrafluoroethylene from a slurry of the same utilizing a mold of the desired configuration. The molded product is then sintered at a temperature of above 327° C., e.g., 350° C., 380° C. or 400° C. Usually, the sintering temperature does not exceed 500° C.
In place of vacuum molding the polytetrafluoroethylene from the slurry alternatively there can be imparted a pressure to the slurry in order to mold the polymer and then sintering is carried out as set forth.
It has been found possible, according to the invention, to build up sections of polytetrafluoroethylene as thick as 100 mils, 1 inch ( 1000 mils), or more, using the invention without getting mud cracking or other undesirable properties nor is there a need to resort to multiple dips with sintering after each dip. Special areas can have a build up of extra amounts of polytetrafluoroethylene either by controlling the level of the slurry, e.g., tilting the mold with the mixture in it or by applying a greater vacuum to the special areas than in other areas or otherwise exposing some areas to a greater concentration of polymer than other areas.
The molded product is not fully cohered prior to sintering and is porous in nature. Consequently, it normally shrinks, e.g., to about 75% of its original size in the sintering operation. While polytetrafluoroethylene has a density of 2.2, the products of the present invention, utilizing polytetrafluoroethylene, have an apparent density of 1.5 to 2.0 without pressuring, while, with compacting, it can be configured to shape at its full density of 2.2.
While normally there is employed a slurry of 0.1—15% of polytetrafluoroethylene in kerosene or varnish makers and painters naphtha, there can be employed other liquid dlspersants inert to and capable of wetting polytetrafluoroethylene and which boil below 327° C., e.g., hexane, nheptane, tetrachloroethylene, pinene ethyl alcohol, acetone isopropyl alcohol, methyl alcohol, diethyl ether, ethylacetate, dibutyl phthalate, triethanolamine, etc.